

An Ein- und Verkaufspreis zu schrauben, kann den Net Profit verbessern — aber übt immer auch Druck auf den Verkauf aus (siehe Episode 1 und Episode 2 dieser Staffel): Früher oder später muss die Auftragszahl steigen. Und das wiederum übt Druck auf die Produktion aus. Kann die eigentlich mit größerem Erfolg mithalten?
Wenn Kunden
sinkende Preise,
steigende Qualität
und schnellere Lieferung
lieben, wie kann der Net Profit steigen, ohne diese Eigenschaften zu gefährden?
Kostenreduktion mag eine Preissenkung ermöglichen — doch führt leider auch leicht in eine Qualitätsreduktion. Das liegt auf der Hand.
Und was beeinflusst die Liefergeschwindigkeit? Sicher ist das die netto Produktionsdauer, die Touch Time (FT). Was immer die TT steigert, sollte deshalb vermieden werden.
Oder?
Das ist nicht so einfach richtig. Das haben die Gründerinnen der ersten Staffel von “Tanz um den Engpass” über einige Umwege lernen müssen bis zum Happy End:

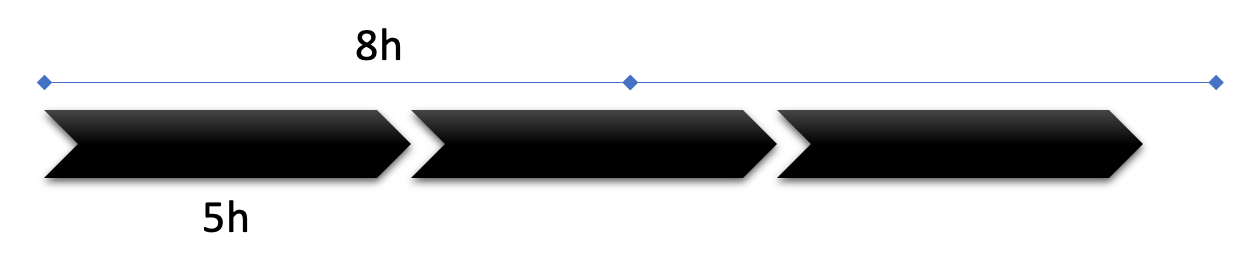
Die Touch Time begrenzt die Liefergeschwindigkeit; schneller geht es nicht. Wenn Svens Produktion 5h dauert, dann ist eine Lieferung in 4h nicht möglich — solange Sven nicht in ein Lager investiert.
Aber wie viele Geräte kann er ohne Lager pro Tag liefern, d.h. just-in-time herstellen? Ist es 1 Gerät, weil dessen Produktion 5h dauert? Nein.
Sven hat von Anfang an erkannt, dass er seine Geräte nicht allein herstellen will. Erstens hätte er dann keine Zeit für seine geschäftsführenden Aufgaben. Zweitens hat er keine Lust auf solche Fließbandarbeit; er ist ein kreativer Kopf! Drittens würde das die Produktion auf sequenzielle Herstellung eines Gerätes nach dem anderen begrenzen. Das ist aber nicht nötig, weil sich das Gerät wunderbar arbeitsteilig fertigen lässt. Dafür hat Sven ja seine 3 Angestellten.
Die Produktion heute
Als Black Box sieht die Produktion so aus:

Aus Material, das Sven einkauft, stellen seine Angestellten Geräte her. Je Gerät kostet das 5h, wenn alles flüssig läuft.
Von dieser Warte aus betrachtet würden pro Tag jedoch nur 1,6 Geräte produziert werden können:
Aber so ist die Produktion natürlich nicht organisiert. Sie ist arbeitsteilig. Jeder Angestellte hat eine andere Aufgabe in der Herstellung:
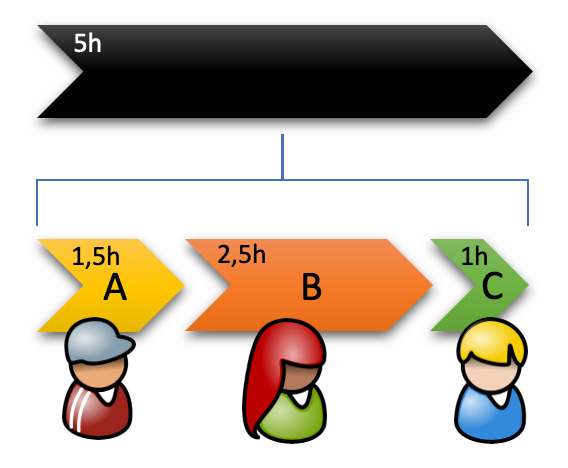
Die Produktion eines Gerätes durchläuft einen dreischrittigen Prozess, in dem jeder Schritt unterschiedlich lange dauert. Für jeden ist ein anderer Angestellter zuständig — Amir für den ersten, Beate für den zweiten und Carsten für den dritten. Wenn einer mit seinem Schritt für ein Gerät fertig ist, kann er natürlich schon mit der Arbeit am nächsten beginnen.
Die Auslastung der Angestellten kann so aussehen, falls die Auftragslage rosig ist:
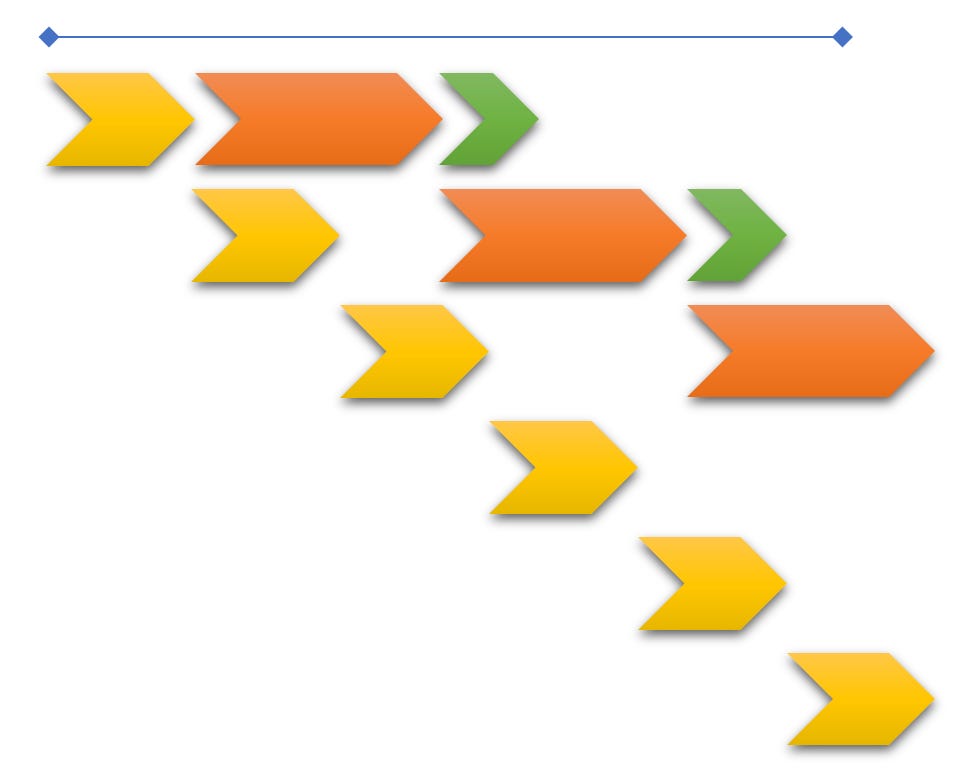
Amir kann ständig beschäftigt sein
Beate kann ständig beschäftigt sein
Carsten hingegen hat immer wieder Pause
Je Gerät ist die reine Touch Time (TT) 5 Stunden — allerdings nicht am Stück. Am Stück arbeiten die drei nur beim ersten Gerät. Schon beim zweiten schleicht sich Wartezeit ein. Beim dritten ist die noch größer. Und beim vierten noch größer…
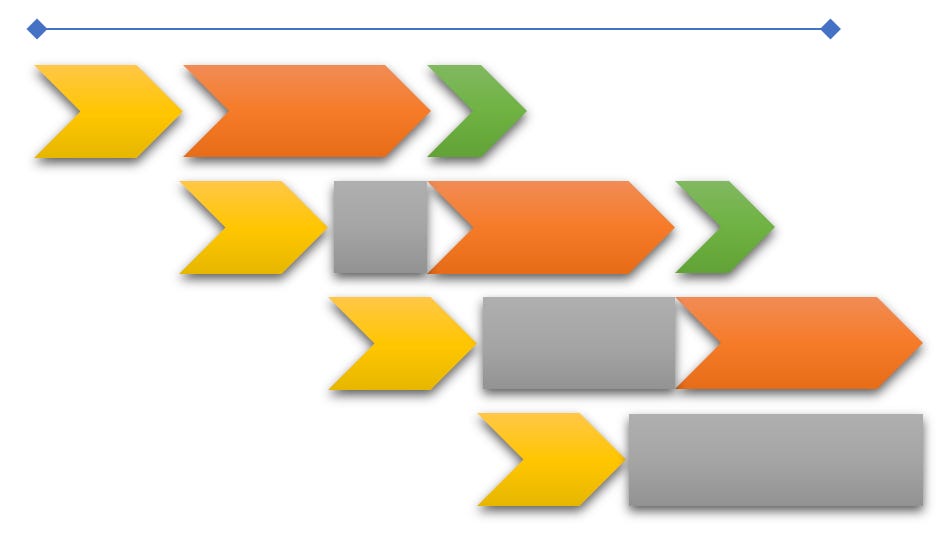
So, wie die Produktion derzeit organisiert ist, bedeutet eine richtig gute Auftragslage, bei der die meisten Angestellten ausgelastet sind, dass sich die brutto Produktionszeit verlängert und verlängert und verlängert. Die Touch Time bleibt gleich, aber die Flow Time (FT) steigt, d.h. die Zeit, die ein Gerät im Produktionsfluss steckt. Die Flow Time ist die Summe von Touch Time und Wait Time (WT).
FT = TT + WT
Nur zu wissen, wie kurz die Herstellung eines Gerätes sein kann (TT), ist für den Kunden also relativ uninteressant. Die für ihn spürbare Lieferzeit hängt von der brutto Produktionszeit ab, also der inklusive aller Wartezeiten.
Diese brutto Produktionszeit nimmt stetig zu, d.h. der Anteil von Touch Time an Flow Time sinkt. Das spiegelt die sog. Flow Efficiency (FE) wider, die so berechnet:
FE = TT / FT
Solange es in der Produktion keine Wartezeit gibt, ist die Flow Efficiency 1 oder 100%, weil Touch Time gleich Flow Time ist. Wächst jedoch die Flow Time durch Wartezeit zwischen den Schritten wie oben schon ab dem zweiten Gerät… dann fällt die Flow Efficiency unter 100%. Im obigen Beispiel ist sie schon für das zweite Gerät nur noch 5/6 = 83%, beim dritten Gerät dann 5/7=71% usw.
Im obigen Fall einer Auftragslage, bei der Amir voll ausgelastet ist, kommt mit jedem Gerät 1 Stunde zur Flow Time hinzu.
Aber eine solche Auftragslage hat Sven noch gar nicht. Bei ihm sind es nicht 5,3 Geräte, die jeden Tag produziert werden müssen. Für so viele Geräte hat Amir nämlich Zeit pro 8-Stunden Tag. Er könnte seinen Anteil für 116 Aufträge pro Monat mit 22 Arbeitstagen leisten.
Derzeit liegen jedoch nur 80 Aufträge pro Monat an. Das sind 3,636 pro Tag im Durchschnitt — Tendenz hoffentlich steigend. Damit ist Amir nicht ausgelastet und Carsten schon gar nicht.
Alles hängt vielmehr an Beate. Beates Arbeit an einem Gerät dauert am längsten: 2,5 Stunden. Sven kann nicht mehr Geräte produzieren, als Beate produzieren kann. Sie ist der limitierende Faktor. Selbst wenn Beate pausenlos arbeitet, kann sie zu nicht mehr als 3,2 Geräten pro Tag im Durchschnitt beitragen:
Wenn Amir 5,3 schafft und Carsten sogar 8 schaffen könnte, ist das einerlei. Die Produktionkapazität ist durch Beate begrenzt.
Das bedeutet: Die heutigen Lieferzeitprobleme haben nichts mit Carsten zu tun, der ohnehin nicht ausgelastet ist; sie haben auch nichts mit Amir zu tun, der ebenfalls nicht ausgelastet ist. Sie drehen sich allein um Beate. Denn die ist es, die mit 3,636 Aufträgen pro Tag im Schnitt überlastet ist. Ihre Kapazität ist maximal 3,2; die Überlast beträgt also (3,636 - 3,2)/3,2 = 13,636%.
Sven hatte schon ein Gefühl der Überlastung der Produktion. Aber bei aller Systematik in der Gerätekonstruktion hatte er doch einen blinden Fleck beim Produktionsprozess. Nach erkannter Möglichkeit zur Aufgabenteilung hatte er gedacht, dass der Rest sich “schon ergeben würde”. Und im Grunde tut es das nun auch — nur anders, als er sich gewünscht hatte. Steigende Lieferzeiten sind das Symptom, das ihm klar macht, dass sein Hauptproblem schon bei jetziger Auftragslage die Produktion ist. Die ist nicht für seinen Erfolg ausgelegt, noch weniger, falls der Erfolg durch Kundenzufriedenheit, Marketing oder Preissenkung wachsen sollte.
Mit dieser Überlastung wird pro Tag ein bisschen zu wenig produziert oder anders herum jeden Tag für jedes Gerät ein bisschen länger gebraucht. Diese Ausdehnung der Flow Time pro Geräte summiert sich in einer Woche auf 1 Tag, in zwei Wochen auf 2 Tage usw. Schlimmer wird es, wenn an einem Tag noch mehr Aufträge anfallen; besser wird es, wenn mal an einem Tag weniger Aufträge anliegen.
Sollte Sven den Preis senken und tatsächlich 105 Bestellungen pro Monat reinkommen, dann wären knapp 4,8 Geräte pro Tag herzustellen. Das würde eine Überlastung von 50% bedeuten und dazu führen, dass jeden zweiten Tag die Lieferzeit um 1 einen Tag steigt. Ein Horrorszenario!
Sven ist nach dieser Analyse klar, dass Verbesserungen an der Produktionskapazität ansetzen müssen. Dafür ist ein detaillierter Blick auf seine jetzige Situation nötig. Es geht nicht mehr nur um Finanzkennzahlen:
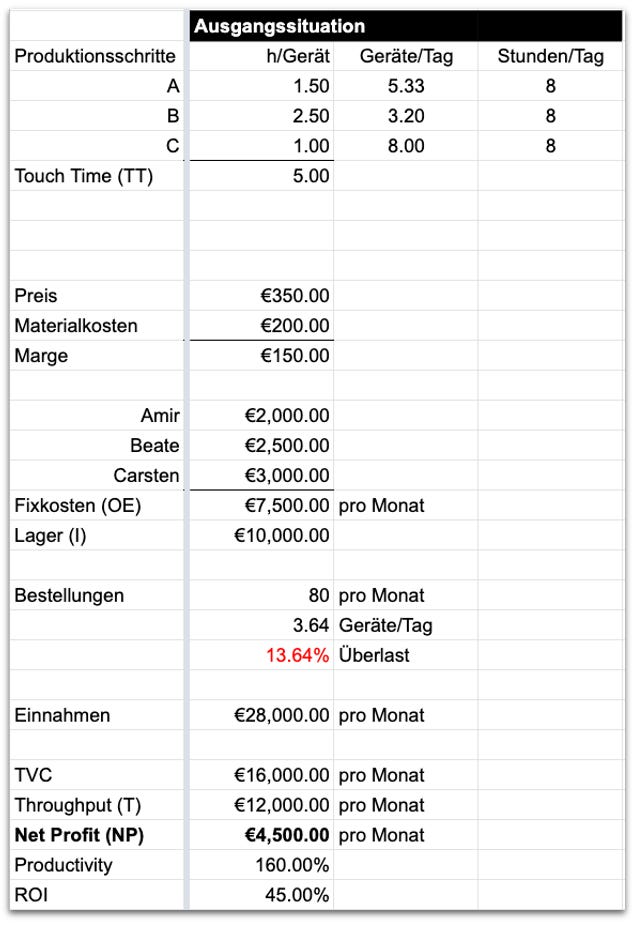
Ob ein Net Profit von 4500€ im grünen Bereich ist oder nicht, ist subjektiv. Mehr wäre natürlich schön. Dass eine Überlast jedoch eine rote Zahl verdient, ist für Sven unzweideutig. Überlast — außer sehr kurzzeitige — macht Lieferzeiten kaputt und am Ende auch die Qualität. Unter Lieferdruck werden alle möglichen Abkürzungen genommen, die letztlich der Kunde auszubaden hat.
So viel mehr Klarheit über seine Produktion muss Sven nun erstmal sacken lassen. Was bedeutet das für seine Optimierung?
Kann Sven durch Anpassung bei der Produktion nicht nur Net Profit, sondern auch Lieferzeit verbessern? So viel Überkapazität ist doch Verschwendung. Lässt sich der Verfall der Flow Efficiency aufhalten? Seien Sie gespannt auf die nächsten Episoden der zweiten Staffel von “Tanz um den Engpass”. Wenn Sie die nicht verpassen wollen, dann…
Hallo Herr Westphal, der Artikel ist leider unvollständig bzw. endet plötzlich im Satz. Oder ist das ein Darstellungsproblem in der Substack App? Bin gespannt , wie der Artikel endet ! Viele Grüße, Ralf Abramowitsch.